
Nitriding Treatment Process Flow
Nitriding surface treatment is a chemical heat treatment process that allows nitrogen atoms to penetrate the surface of a workpiece in a certain medium at a certain temperature. Commonly seen are liquid nitriding, gas nitriding, and ion nitriding. Our 3D flexible welding platform uses gas nitriding. Gas nitriding is the process of placing a workpiece into a sealed container and heating it with flowing ammonia gas. After holding it for a long time, the ammonia gas decomposes to produce active nitrogen atoms, which continuously adsorb onto the surface of the workpiece and diffuse into the surface layer, thereby changing the chemical composition and structure of the surface layer and obtaining excellent surface properties such as hardening, wear resistance, and rust prevention.
Principle application
The nitrogen infiltrated into steel forms different nitrogen content iron nitride from the surface to the inside, and combines with alloy elements in the steel to form various alloy nitrides, especially aluminum nitride and chromium nitride. These nitrides have high hardness, thermal stability, and high dispersion, which can result in high surface hardness, wear resistance, fatigue strength, anti bite, atmospheric and superheated steam corrosion resistance, tempering softening resistance, and reduced notch sensitivity of nitrided steel parts.
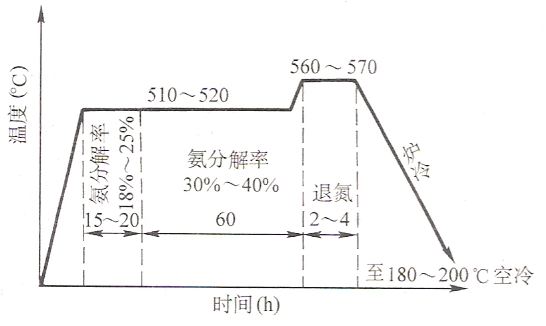
Gas nitriding is generally aimed at improving the wear resistance of metals, therefore it is necessary to obtain high surface hardness. It is suitable for nitrided steel such as 38CrMoAl. The surface hardness of the workpiece after nitriding on the three-dimensional flexible welding platform can reach HV350-450. Gas nitriding adopts the general nitriding method (i.e. isothermal nitriding). The nitriding temperature and ammonia decomposition rate remain unchanged throughout the entire nitriding process. The temperature is generally between 510~530 ℃, the ammonia decomposition rate is 15-30%, and the insulation time is nearly 80 hours. This process is suitable for parts with shallow infiltration layer, strict distortion requirements, and high hardness requirements, and has a long processing time. It can be divided into three stages:
The first stage is insulation for 15-20 hours, which is the nitrogen absorption stage. This stage uses a lower ammonia decomposition rate (18% to 25%). The surface of the part forms a nitrogen concentration difference with the center of the part due to a large amount of nitrogen atoms after washing.
The second stage is the diffusion stage. At this stage, the ammonia decomposition rate is increased to 30%~40% to reduce the number of active nitrogen atoms at home, and the insulation time is about 60 hours.
In the third stage, to reduce the brittleness of the nitrided layer, denitrification treatment is carried out 2-4 hours before the end of nitriding. The ammonia decomposition rate is increased to over 70%, and the denitrification temperature is increased to 560-570 ℃. The isothermal nitriding process is simple, with low nitriding temperature, shallow nitriding layer, small deformation of parts, and high surface hardness. However, the nitriding speed is slow, and the production cycle is long. It is suitable for parts with shallow nitriding depth, high dimensional accuracy and hardness requirements. The nitriding process curve is shown in the following figure: